Clean Room Hoist: The Ultimate Guide to Choosing the Right Lifting Solution for Your Cleanroom
In industries such as semiconductors, pharmaceuticals, food processing, and electronics, maintaining a contamination-free environment is critical. Clean room hoists are specialized lifting devices designed to meet the stringent cleanliness requirements of these sectors. This guide explores the key features, applications, and benefits of clean room hoists, helping you make an informed decision for your facility.
What is a Clean Room Hoist?
A clean room chain hoist is a lifting system engineered to operate in controlled environments where dust, particles, and contaminants must be minimized. Unlike standard hoists, these models feature materials and designs that prevent particle generation, ensuring compliance with cleanliness grades like ISO Class 5 (100) or ISO Class 7 (10,000). Common types include wire rope hoists, chain hoists, and belt-driven hoists, each tailored to specific load capacities and environmental needs.
Key Features of High-Quality Clean Room Hoists
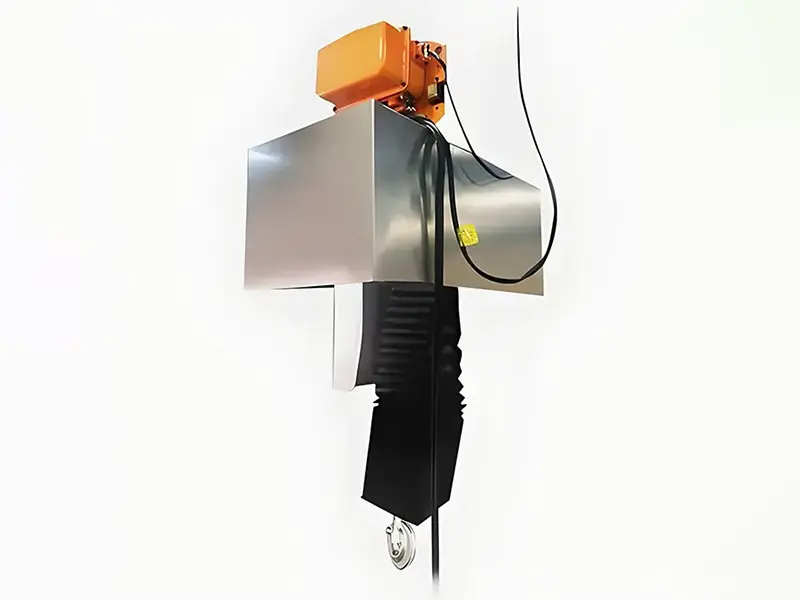
Stainless Steel Construction
Clean room hoists often use stainless steel for their bodies and components, offering corrosion resistance and minimizing particle shedding. This material is ideal for environments with strict hygiene standards.
Sealed Design
Moving parts, such as gears and motors, are enclosed to prevent lubricant leakage and particle release. This design ensures no contaminants enter the cleanroom during operation.
Antistatic and Dust-Free Coatings
Special coatings or treatments reduce static electricity and prevent dust accumulation, critical for sensitive industries like electronics manufacturing.
Modular and Compact Structure
Many models, like the Eurocrane EDR series, prioritize lightweight and space-saving designs, making them suitable for facilities with limited overhead space.
Applications of Clean Room Hoists
Clean room hoists are essential in industries where contamination can compromise product quality or safety:
Semiconductor Manufacturing: Handling wafers and delicate equipment.
Pharmaceuticals: Lifting sterile components during drug production.
Food and Beverage: Transporting ingredients and packaging materials in hygienic conditions.
Biotechnology: Moving lab equipment and samples in environments.
Aerospace: Assembling precision aerospace components.
Choosing the Right Clean Room Hoist
When selecting a hoist, consider these factors:
Load Capacity: Range from 50 kg to 32 tons, depending on your needs.
Cleanliness Grade: Match the hoist’s certification to your facility’s ISO class.
Environment: Wet or dry conditions, temperature extremes, and chemical exposure may influence material choices.
Space Constraints: Low-headroom models or compact designs are ideal for tight spaces.
Compliance: Ensure the hoist meets industry standards like FDA, CE, or SEMI F47.
Maintenance Tips for Longevity
To maximize performance and maintain cleanliness:
Regular Inspections: Check for wear, corrosion, or particle buildup.
Lubrication: Use cleanroom-compatible lubricants to avoid contamination.
Seal Replacement: Replace worn seals to maintain airtight integrity.
Training: Ensure operators follow protocols to prevent accidental contamination.
Why Partner with Reputable Suppliers?
Leading manufacturers like Eurocrane and KFCranes specialize in clean room hoists, offering:
Customizable solutions for unique requirements.
Compliance with global standards.
Durable designs that reduce downtime.
Expert support for installation and maintenance.
FAQs
Q: Can clean room hoists be used in wet environments?
A: Yes, but look for models with corrosion-resistant coatings and waterproof seals.
Q: How often should clean room hoists be serviced?
A: Regular maintenance every 6–12 months is recommended, depending on usage.
Q: What is the cost difference between standard and clean room hoists?
A: Clean room models are typically 20–40% more expensive due to specialized materials and design.